Hybrid Meeting Minutes 06/04/05
In attendance: Eric Hettinger, Brian O’Neel, Stuart Johnson, Jim Ward

Topics Discussed:
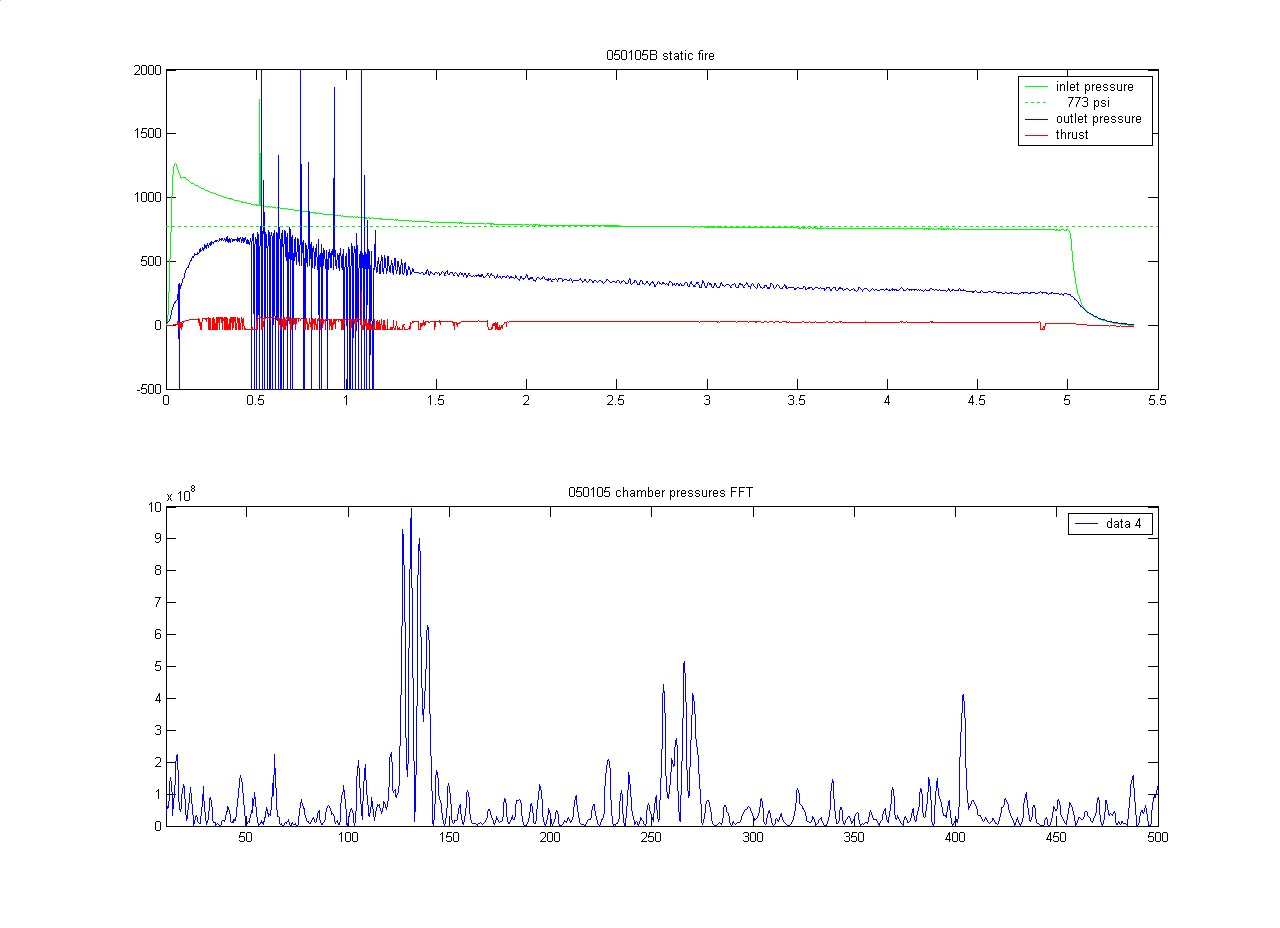
We spent some time talking about the test results from last months static test fire. There is a significant decay in the metering orifice inlet oxygen pressure that needs to be addressed. Some research needs to be done on our Tescom regulator to see if that's our limiting component. We may need to gang together two oxygen cylinders with two high-pressure regulators in order to get our target flow rate of 100 SCFM oxygen. We believe this decay in pressure has caused our thrust to decay as well.
We did a quick sanity check on the how we think the motor should have worked given the data from the actual test and it seems to verify that changing to the larger metering orifice will get us to our 50 lbf thrust target if we can maintain an metering orifice oxygen inlet pressure near 1000 psi.
The other interesting note about our last static fire was the very high combustion chamber pressure oscillations at motor start-up. We have noticed these in the past with lower powered static tests. The pressure oscillations have been correspondingly smaller in amplitude.
A preliminary Fast Fourier Transform analysis has been performed on our recent static test and it seems to show that there is an approximately 130 Hz oscillation occurring in the combustion chamber during these 1-2 duration start-up periods. The analysis is done in Matlab and still needs to be verified that we are using the FFT function correctly (see .m code).
Similar oscillations can be in a lower thrust test done last July
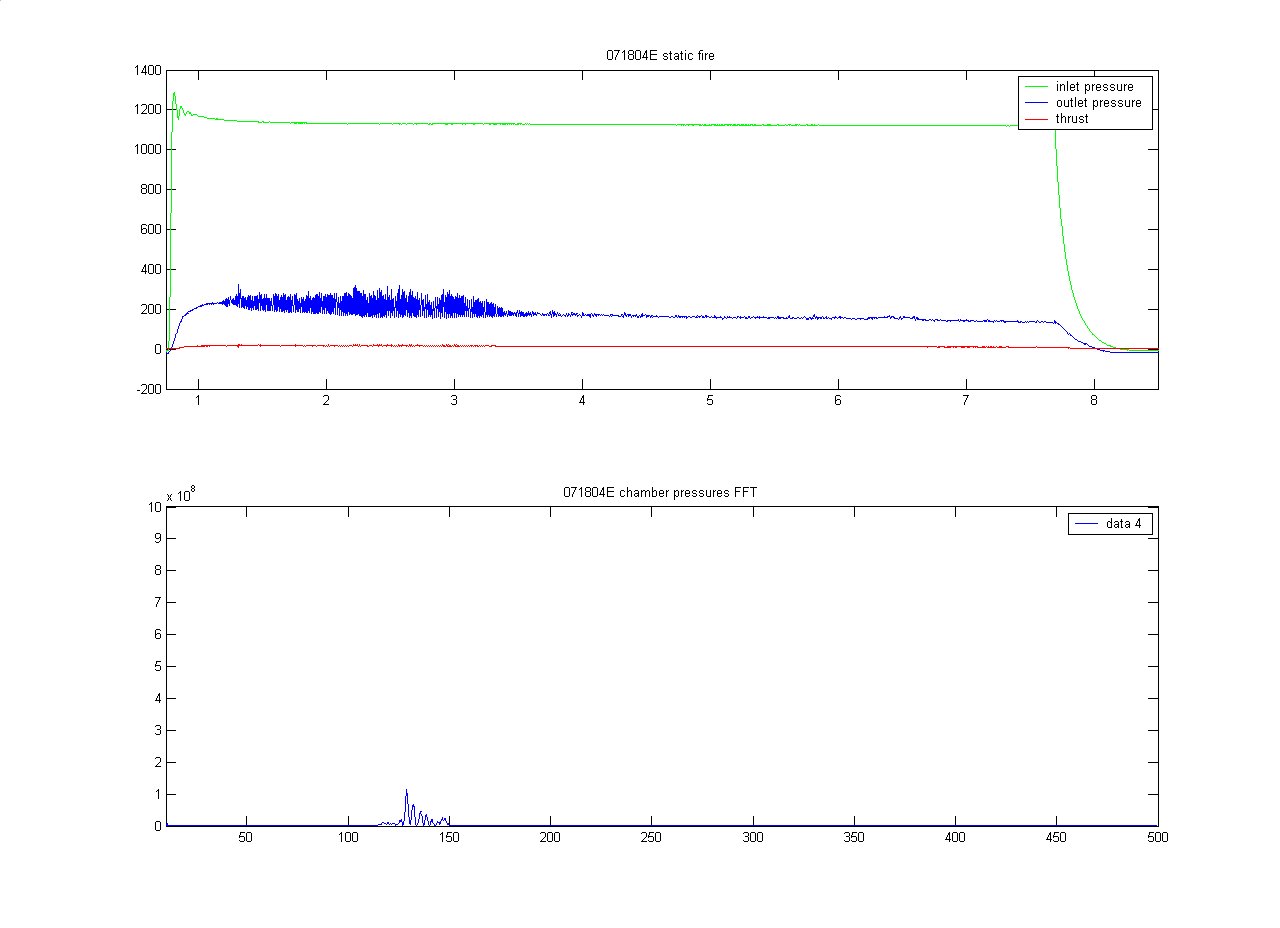
These oscillations stop after a short period of time and have occurred at several different metering orifice inlet pressures so we are thinking it may have something to do with the physical geometry of the paraffin grain. At higher mass flow rates, and therefore higher regression rate, the instability seems to be passed through quicker. Perhaps in the next round of testing we will start a fuel grain with a larger port diameter to see how this affects the situation.
Another topic that was discussed is the current state of the regression rate sensor. We have made some progress but are still hindered by some technical issues. Hopefully in the next week or two we will know if our plan to print our own resistive ink sensors will be feasible or not. We also discussed the routing of the senor signals out of the combustion chamber and feel like we have a fairly good idea to test that involves passing a small wiring harness out the injector bulkhead through a .055" hole and compression fitting. If there is a small amount of blow by we are anticipating that it will likely just be fairly cool oxygen from the premix chamber from the version 2 combustion chamber.
Things that still need resources thrown at them:
Regression rate sensor
Method for passing sensor wire out of combustion chamber
Analysis of Hemholtz method for measuring regression
Finish machining version 2 combustion chamber
Snap ring grove analysis for combustion chamber
Build test stand adapter for version 2 combustion chamber
Replace 110v solenoid with 12v solenoid on test stand
Spin cast a usable paraffin grain
Fix oxygen decay on metering orifice inlet
Address combustion chamber start-up instability
Modify Lab VIEW program to handle sequencing as well as data capture
Build cryo-valve test rig
We will meet again in two weeks.
Action Items:
Eric Hettinger:
start stainless steel cryo tank test rig welding in 2-3 weeks
Maggie Emery:
Continue lathe work on version 2 gox motor
Brian O’Neel:
combustion chamber wiring harness pass thru
Version 2 motor stand adapter
Stuart
Research conductive epoxy for attaching wire harness to sensor
Jim Ward
Test print of resistive ink regression rate sensor
Evan Waymire
Research Hemholtz method of regression measurement
- Snap ring calculations
Attachments: