Fin Clamps For LV2c
Fin clamps allow us to use simple flat fins and attach them securely to any round shape. Individual fins are easily replaced.
The rendering here shows a new fin clamp under development.
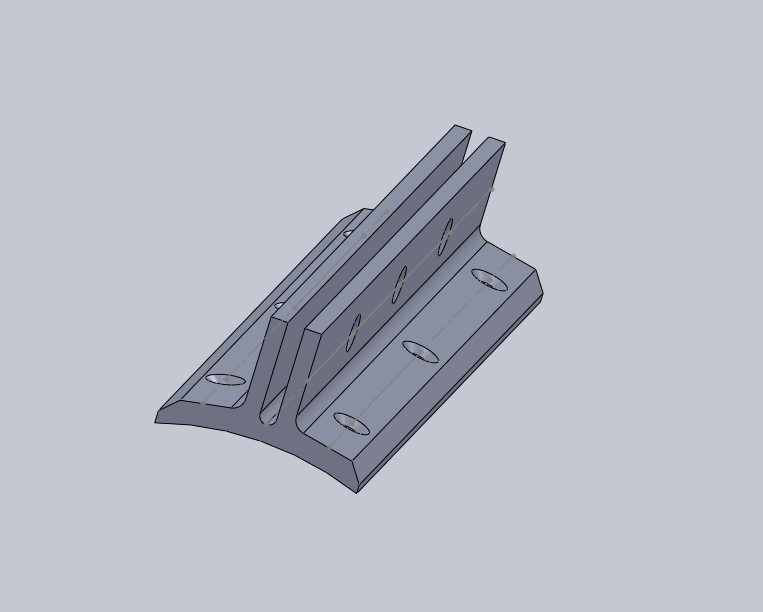
The drawing here shows the old fin shape from LV2b. The next generation fin shape will no doubt be slightly different. The drawing also shows internal fin clamps. We considered these because they are aerodynamically cleaner and pick up some flutter resistance by passing through the outer fairing. Currently exterior fin clamps seem like a better idea because they are much easier to take on and off, align, etc. The aerodynamic drawbacks of external clamps are not too severe.
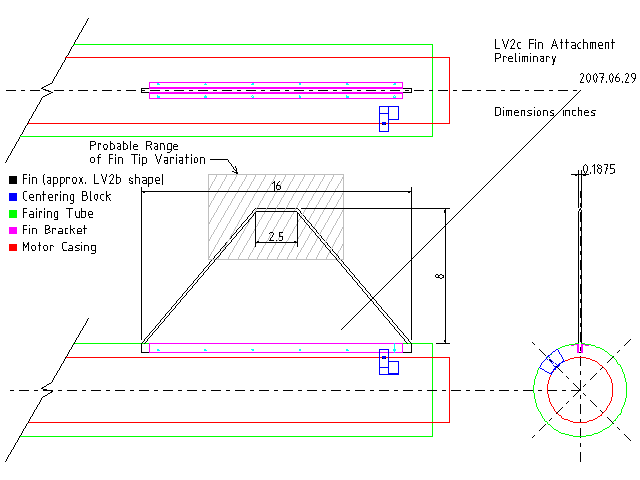
The drawing shown is available in PDF format as well in source (DXF) format.
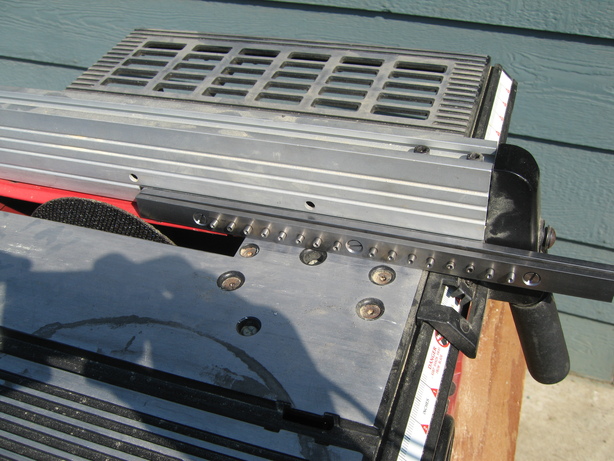
The barrel nuts that we were able to aquire were too long, and as such, we had to shorten them. Given that a single rocket has 16 barel nuts, and we were making two airframes, and need to be able to esily d o this again in the future, we elected to use somthing so simple as a jig and table saw to shorten these in mass. That is an abrasive metal blade on a portable table saw. When doing this, you just need to b e slow and smooth. Afterward, the outer and inner edges of the barrel nut are pretty rough. We cleaned up the inner edges by pushing it up into a 90 degree counter sink on a drill press at 400rpm for a few moments, this would take off all the burrs and make it so you could finger-thread a screw into the threads. To clean up the outer edges, you can slip the barrel nut in the middle counter sunk hole of the ji g, put a screw in one far end, hold the jig such that the barrel nut wont come out but can spin, then push the edge of the barrel nut on a bench grinder. The grinder will take the burr off while simultaneou sly rotating the barrel nut, pretty quick and easy.






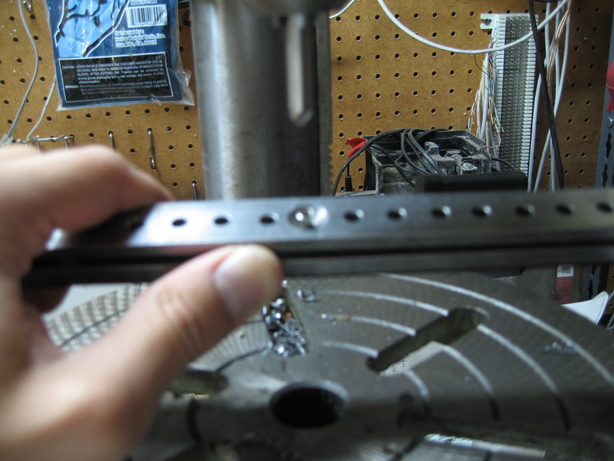
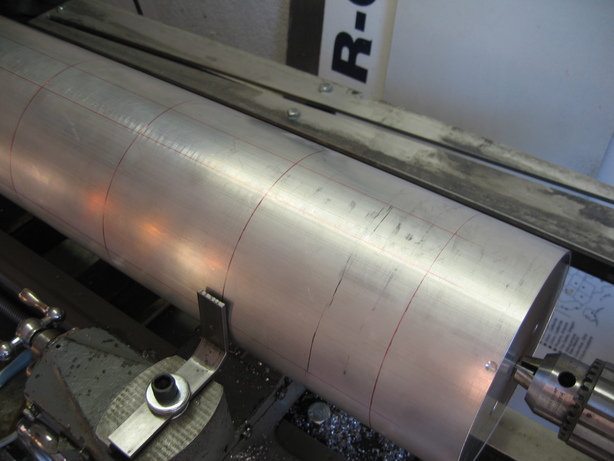
We need to make 16 fin clamps. We had previously cut them to length and machineed the angles/edges into the ends, but since it was angle, it didn't sit cleanly on the lenght of the rocket. So, we made a top and bottom die with two sides of an arch, having an arch diamater of about 4.5 inches. Then we put the fin clamp between the two dies, dropped it into a holding jig, and smashed it under 20tons of force w/ some distributing bars. We smashed it in three points to make sure we got the whole length.










Noteice in the above image the height of the horozontal steel bar, notice in the lower image that its been smashed, depressed a distance that is visually obvious.

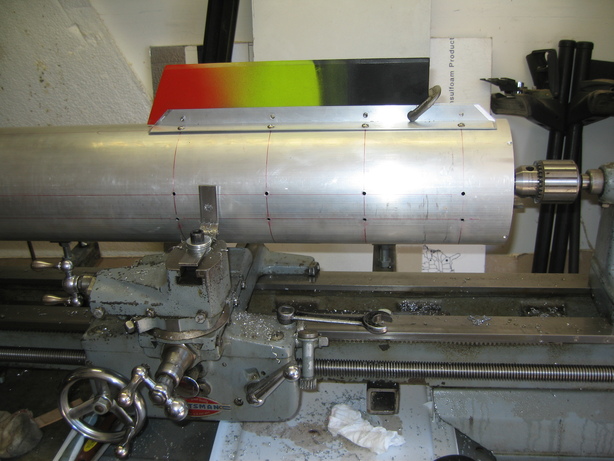
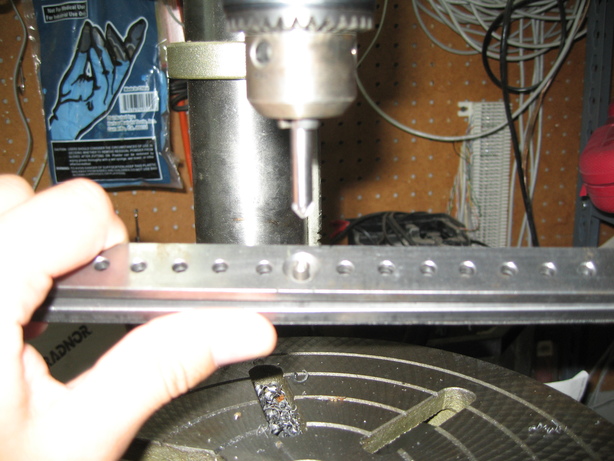
Below, drilling of holes in the fin clamps that will allow them to be mounted to the motor ferring.


Drilling holes in the motor ferring was pretty, line up where you need, mark, put drill bit jig in front of location and drill. The lathe worked great for this setup.